




-
时间效率与计划停台率
设备在运转过程中,由于需要落纱、接头、布置工作地及工人自然需要等,会造成一定的停车时间,使实际运转时间少于理论运转时间,因此实际产量少于理论产量。 设备的时间效率尺是指在一定的生产时间内,设备的定额生产量q与理论生产量Gl比值的百分率,即: 设备的时间效率K也是指在一定的生产时间内,设备的实际运转时间te。与理论运转时间TL的比值百分率。 影响时间效率的因素有卷装容量的大小、自动化程度、工人操作熟练程度、劳动组织的完善程度等。一般时间效率可通过测定或实际生产资料统计而获得。 计划停台率η是指在一个大平车...
-
定额生产量和细纱总产量
设备的定额生产量q是指考虑了设备的时间效率K后,在一定的理论运转时间内的产量。因此,定额生产量必小于理论生产量GL,它们之间的关系见式(3—30),即: AAA功能性面料网MHGCVVBEW...
-
消耗率和各工序总产量
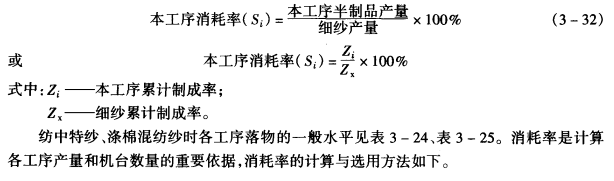
1.消耗率 生产过程中,必然要产生回花、落棉、回丝、风耗等落物,形成一定量的消耗,使后一工序的产量小于前一工序的产量,通常用消耗率表示各工序消耗量的多少。 某工序的消耗率是该工序的制成量与细纱生产量比值的百分率,即: AAAGHRTYJYITLUY...
-
-
-
各工序生产供应的平衡
平衡生产供应的方法,是将各车间的喂入量和生产量进行核算和平衡,上一车间的生产量即为下一车间的喂入量。但要注意,各车间除了生产产品外,同时产生一定数量的回花和下脚,这些回花和下脚在计算生产供应时必须予以考虑。如两个细纱车间生产相同数量的细纱,若产生的回花和下脚量有所不同,那么两个细纱车间租纱的喂入量也就不同。 回花和下脚的大小,随原棉品质、纺纱线密度、温湿度、机械设备、纺纱断头率和工人操作水平等不同而不同。纺纱厂各车间回花、下脚的类别及其数量见表3—24、表3—25。 纤维原料有一定的吸湿性能,在加工过程中,...
-
-
-
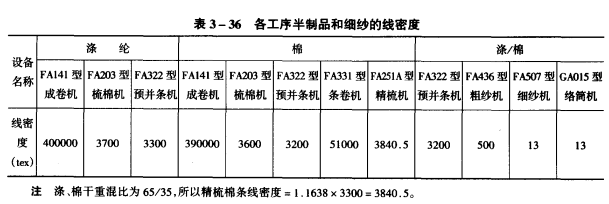
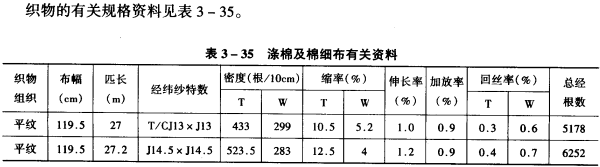
纺纱设备配备计算以J×J涤/棉纱为例
(一)工艺参数的选择与计算 1.各工序半制品线密度的选择 根据原料的种类、性能和细纱特数,选择的各工序半制品的线密度见表3—36。 AAA功能性面料网MHGCVVBEW...
-




