




-
穿对亚麻就能舒服又体面的过夏天
亚麻作为很高级的面料,一直颇受地中海国家高阶层男士青睐。它的透气性、舒适度和可塑性,足以让它成为成熟男性在夏天的穿着首选。一提到亚麻,很多人联系起“森系”、波西米亚或者田园风格,似乎跟职场男性完全不搭边……现在我们要在这里正式纠正这些“淘宝思维”:亚麻作为很高级的面料,一直颇受地中海国家高阶层男士青睐。它的“透气性、舒适度和可塑性”足以让它成为成熟男性在夏天的穿着首选。夏季是天然织物当道的季节,亚麻不仅轻薄透气,还能起到防晒的作用,无论在空调房里活在桑拿天的室外穿着都很合适。另一方面,它还能改变服装的严肃,...
-
-
-
水洗棉生产原理及工艺简介
今年夏被市场大面积流行的新面料品种有两个,一个是双层纱面料,一个是水洗棉面料。双层纱面料,从目前来看价格还是比较贵,倒是水洗布慢慢有点爆款相了。不管是真的全棉“水洗棉”,还是化纤“水洗棉”,在染整工艺上来说,都是水洗布。水洗布在国外被叫做褶皱加工织物,水洗布是经特种染整工艺处理,使织物具有轻微皱纹状水洗风格的织物。从表面看,水洗布表现出天然水洗皱纹,有旧衣服的感觉,迎合了消费者对“复古“和”大自然”的心理诉求。水洗棉手感柔软,尺寸稳定,贴身舒适,外观有轻微皱纹,表面柔和,皱纹变化自然。水洗布的品种适应性范围比较广,...
-

色织布和印染布出现问题的原因和解决方法
一、色织布在生产过程中可能发生问题的产生原因和解决方法 1 织造疵点 面料上有规律或无规律地出现经向或纬向的织造疵点。 产生的主要原因: ① 用纱的强度不够。 ② 纱线的浆纱不良(轻浆或重浆)。 ③ 织造设备不良(织造设备有故障时会引起断纱等问题)。 ④ 下机坯布的修理不彻底。 ⑤ 成品验收不仔细。 解决方法:加强修理。 2 纬斜/纬弧(包括大小格)...
-
纺织面料外观品质鉴别方法
从正反面识别、倒顺毛鉴别、疵点鉴别、纬斜鉴别及其矫正等几个方面对纺织面料外观品质的鉴别知识进行比较详细的介绍。 一、正反面识别 在各类纺织面料中,有些面料的正反面难以区别,在服装缝制过程中稍有疏忽就容易搞错,造成差错,如色泽深浅不匀、花纹不等,严重的还会造成明显的色差、花型混淆不清、织物颠倒,影响成衣外观。识别面料正反而除采用眼看、手摸的感官方法外,也有从面料的组织结构特征、花色特色、特殊整理后的外观特殊效应,以及从织物的商标贴头和印章等方面来识别。 1.根据织物的组织结构识别 (l)平...
-
染色后出现的横档问题有哪些?
按纺纱,织造和印染加工造成的原因分类,有以下几种: 一、横档可分为三大类 (1)线线原因类横档; (2)织造(针织和机织)原因类横档; (3)印染原因类横档。 二、按横档的特征来分,可分为: (1)一处性横档; (2)多处性横档; (3)规律性横档; (4)色差横档等(坯布色差横档和染色色差横档)。 三、横档分析的难度: 1、造成横档的纱线原因,许多在纺纱时和成纱后都发现不了,要到针织和织机上也难以发现,有的甚至要到染厂后才能发现; 2、横...
-

亚麻织物纺纱织造流程知识大全!
亚麻织物具有的天然凉爽感、洁净感、结实耐用、挺括等优点是化学纤维与其他天然纤维不可比拟的。因此,亚麻面料销售的大好前景指日可待。为使大家对亚麻面料的生产有更深的了解,在销售过程中能快速、准确的满足客户的需求,现与大家共同学习亚麻知识,以便更好的交流。一、亚麻基础知识 1、纤维简介:韧皮纤维,亚麻的工艺长度一般为55cm,果胶含量大,可纺性差。公定回潮为12%,在天然纤维中与棉一样,湿强大于干强。 2、亚麻纺织品特性:2.1凉爽感:亚麻是热的良性导体,穿亚麻内衣可降低体表温度4°C;吸湿放湿性好;透气...
-
想要熟知机织物,这些参数要了解
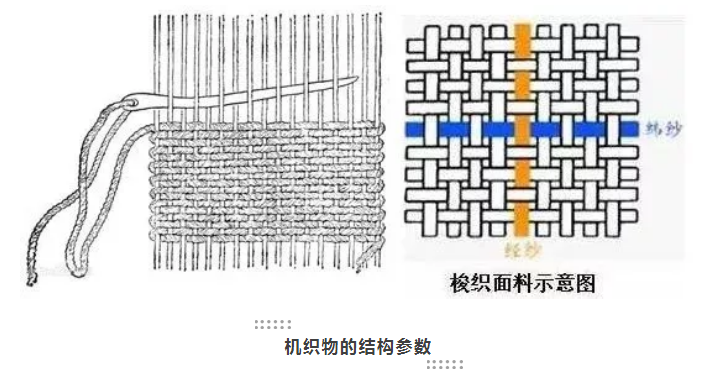
机织物 由经纬两个系统纱线按一定的规律相互垂直交织而成的织物。 经纱:沿织物长度方向(纵向)排列的纱。 纬纱:沿织物宽度方向(横向)排列的纱。 织物结构:经纬纱线在织物中的集合形态。 织物结构就是织物中经纬纱相互配置的构造情况。研究织物结构,除了研究经纬纱相互沉浮交错的规律,及织物组织以外,还需研究它们在织物中配置的空间形态。经纬纱在织物中的空间形态称为织物的几何结构。 决定织物结构的有经纬纱线密度、经纬排列密度、织物组织三大要素。这三个要...
-




