





城南二哥 第4669页
-

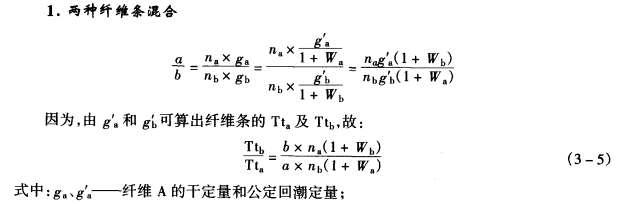
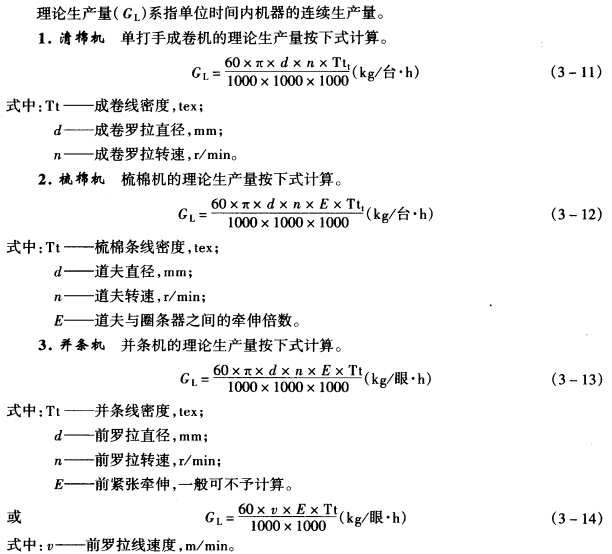
纺纱工艺参数的选择线密度并合数和牵伸倍数的选择
1.成卷线密度 成卷线密度过大不利于开松除杂,且增加后工序的牵伸负担,过小易产生粘卷破洞,降低质量。常用范围如表3—5。化学纤维眷线密度应较同特细纱的纯棉卷重些,以防粘卷,一船可采用接近纯棉中特纱的棉卷线密度。半制品定量(GK)和半制品线密度(Tt)的换算关系如下: 2.梳棉条线密度和牵伸倍数 线密度过大,分梳和除杂不良,易堵塞圈条斜管,且机器配备数量过少,机台无调节余地,影响前纺产、质量。线密度过小,纤维网漂浮,断头增多。 化学纤维抱合力较差,为防止纤维网漂浮,在纺制化学纤维时,纤维条线密度应较纯棉条的线...
-
-
-
-
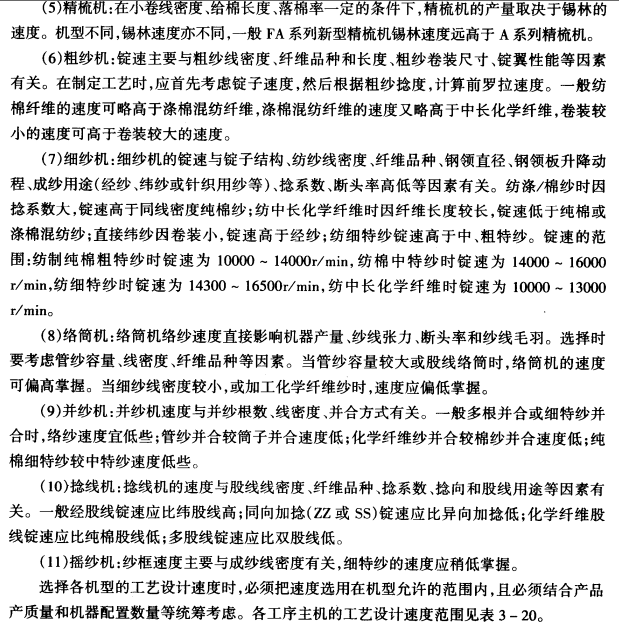
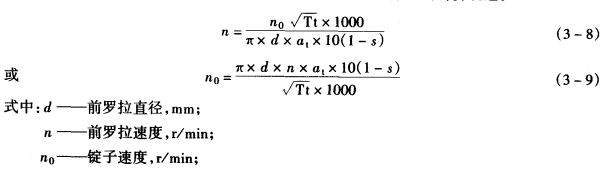
纺纱设备各工序速度的选择
(1)清棉机:成卷罗拉的速度一般取10~15r/min。纺粗特纱和细特纱时,速度宜低些,前者因原棉合杂较高,后者因成纱质量要求较高;纺中特纱的成卷罗拉速度可略高些;纺涤纶或其他化学纤维纱,因纤维之间抱合力小,成卷较蓬松,易枯卷,故速度宜低些。 (2)梳棉机:梳棉机道夫的速度应根据设备型号、生条定量、产量和质量的要求而定。速度提高,产量增加,但不利于分梳除杂,设备配备数量减少,且影响梳棉条质量和后纺生产潜力的发挥。一股纺中特纱时,道夫速度可较高,纺细特纱和化学纤维纱时,道夫速度宜低些。 新型梳棉机道夫的速度高可达...
-

涤/棉/J*经线计算举例
涤棉线的有关参数选择如表3—21。捻系数和捻度,锭速和前罗拉速度的选择及计算资料列于表3—21。在选择锭速前,先按式(3—10)计算其锭速作为参考依据。则: AAA防紫外线面料网EHRYJUTUTHYER...
-

-
-
时间效率与计划停台率
设备在运转过程中,由于需要落纱、接头、布置工作地及工人自然需要等,会造成一定的停车时间,使实际运转时间少于理论运转时间,因此实际产量少于理论产量。 设备的时间效率尺是指在一定的生产时间内,设备的定额生产量q与理论生产量Gl比值的百分率,即: 设备的时间效率K也是指在一定的生产时间内,设备的实际运转时间te。与理论运转时间TL的比值百分率。 影响时间效率的因素有卷装容量的大小、自动化程度、工人操作熟练程度、劳动组织的完善程度等。一般时间效率可通过测定或实际生产资料统计而获得。 计划停台率η是指在一个大平车...
-

定额生产量和细纱总产量
设备的定额生产量q是指考虑了设备的时间效率K后,在一定的理论运转时间内的产量。因此,定额生产量必小于理论生产量GL,它们之间的关系见式(3—30),即: AAA阻燃面料网DFGRTJUYKYU...
企业推荐

