





城南二哥 第4643页
-

全省棉花机械直播现场观摩暨技术培训会在常德鼎城区召开
5月16日,湖南省棉花机械直播现场观摩暨技术培训会在鼎城召开。 在鼎城区十美堂镇紫流村,田间地头正在演示棉花手推式精量播种机、机采棉花直播机、无人驾驶旋耕机、棉花联合播种机等10种机型现场作业。与会人员认真观摩,互相深入交流探讨。 常德地处湘西北,是长江经济带的重要节点城市、洞庭湖生态经济区的重要组成部分,粮...
-
宜州区着力推动桑蚕产业高质量发展
“蚕农拿我们供应的四龄蚕回去养,减少了人力成本,蚕虫成活率高,产茧量增加,通过示范带动,扩大养蚕规模,预计今年合作社增收20万元以上。”当前正是四龄蚕项目推广的高峰期,河池市宜州区旺腾生态农业发展专业合作社负责人韦庆益每天穿梭于乡镇村屯给农户配送蚕种,深受群众欢迎。 宜州区今年投入100万元示范推广四龄蚕项目,在条...
-
国家级非遗“即墨花边”亮相土耳其家用纺织展览会
5月16日至20日,2023年土耳其家用纺织展览会在伊斯坦布尔举办。青岛即墨区的国家级非遗项目“即墨花边”亮相,受到各国参展商的一致好评,融入花边的文创产品更是受到顾客青睐。 据青岛国华工艺品有限公司的董事长任华介绍,即墨花边是一种在青岛即墨地区传承了几百年的民间传统抽纱工艺,又称即墨镶边大套,因其针法工艺独特...
-
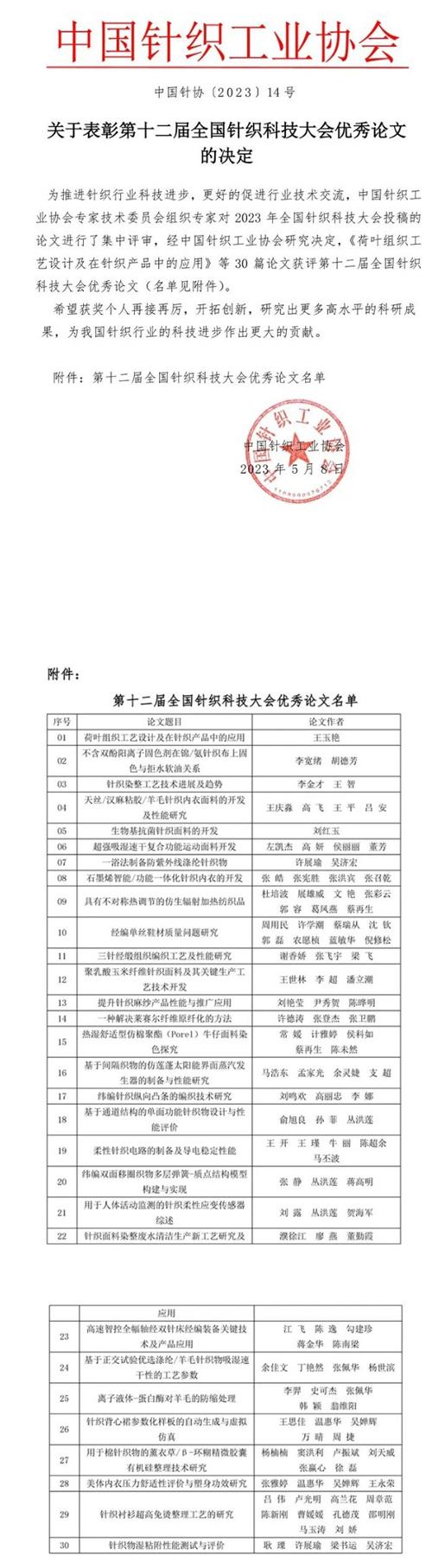
30篇论文获评第十二届全国针织科技大会优秀论文
近日,中国针织工业协会发布了“关于表彰第十二届全国针织科技大会优秀论文的决定”。决定提到,《荷叶组织工艺设计及在针织产品中的应用》等30篇论文获评第十二届全国针织科技大会优秀论文。 AAAFYYTRUYJY...
-
纺织商会张新民副会长会见埃塞俄比亚投资委员会副主席
5月19日,纺织商会张新民副会长在京会见了来访的埃塞俄比亚投资委员会副主席泰麦斯根一行。双方交流了双边纺织服装投资和贸易新情况,就埃塞近期经贸投资政策和我企业在埃塞经营情况交换了意见,并达成了重启互访交流、联合举办投资贸易促进活动的合作共识。 张新民表示,中国和埃塞俄比亚长期保持了良好的政治和经贸关系,双方纺织服装...
-
知识产权护航纺企乘风破浪
“侵权远隔千万里,维权如隔三秋长”。一些纺织企业用一句话描述被侵犯知识产权的感受时表示,维权难、成本高是普遍面临的难题。 河北宁纺集团有限责任公司(以下简称“宁纺集团”)知识产权保护工作和许多同行一样,从注册件商标开始。宁纺集团总经理徐建林向《中国纺织报》记者介绍:“1986年宁纺集团注册件‘灵音牌’灯芯绒商标,从...
-
中央广播电视总台关注重庆市黔江区蚕桑产业
5月18日至19日,中央广播电视总台走进重庆市黔江区濯水镇,在央视新闻客户端,通过直播的方式关注黔江区蚕桑产业发展。 直播于5月19日上午在央视新闻客户端推出,以《三夏农忙正当时果蔬争荣夏飘香》为主题,关注黔江区蚕桑丝绸产业发展,总台央视记者经过前期蹲点调研,走进黔江区濯水镇双龙村,通过行进式、体验式的现场直播,全...
-
阿克苏市:干播湿出种棉花 节水增产乐开颜
入夏以后,随着气温日渐回升,新疆阿克苏市棉花已陆续进入出苗期,长势良好。 5月18日,在阿克苏市喀拉塔勒镇色日克克尔钦村,棉农朱东和农技推广中心技术人员一大早就来到棉田里查看棉花出苗情况,只见一株株嫩绿的棉苗已破土而出,长势喜人。 棉农朱东说:“以前用传统方式播种棉花,出苗率能达到80%就不错了。今年用‘干播...
-
中原工学院任家智教授一行来固始县考察座谈
5月20日上午,中原工学院精梳工程技术研究中心主任、国家级教授任家智与中原工学院纺织学院党委书记杨磊、党委副书记杨方超一行莅临固始县考察座谈。县委副书记、郭陆滩镇党委书记郭立场、县二级调研员张培文及县委统战部、县知联会、职教学院等单位负责人及部分纺织企业家代表陪同考察或参加座谈。 任家智是我国纺织纤维梳理领域的顶尖...
-
青岛大学产学研再结硕果!海藻纤维将在高端精品内衣应用
5月19日,青岛大学生物多糖纤维成形与生态纺织国家重点实验室与国内衣行业的龙头企业——爱慕股份签订战略合作协议,将成果转化公司拥有的“HICEL”国际商标和特制纤维,国内独家使用权授权给爱慕集团,助力爱慕股份开发和推广高端海洋天然多功能内衣。据悉,青岛大学生物多糖纤维成形与生态纺织国家重点实验室长期致力于海藻纤维科研攻关...
企业推荐

